



Zoom
Out stock
Bambu PA6-CF
$145.00
PRODUCT INFORMATION


Product Features
- Superior Strength and Stiffness
- Toughness & Vibration Resistance
- Exceptional Thermal Resistance
- Comes with High Temperature Reusable Spool
- Diameter: 1.75mm +/- 0.03mm
Cautions for use
- NOT compatible with 0.2 mm Nozzle
- Stainless Steel Nozzle NOT Recommended
- Dry before Use
- NOT AMS Compatible
Mechanical Properties Comparison
| Normal PA-CF | PA6-CF | Improved % | |
| Bending Strength - XY/MPa (Dry) | 128 | 151 | 18% |
| Bending Modulus - XY/MPa (Dry) | 4420 | 5460 | 24% |
*Both PA-CF and PAHT-CF need to be dried at 80 °C for 12 hours before printing.
Impact & Vibration Resistance
Bambu PA6-CF offers excellent impact resistance, ensuring effective vibration resistance for your prints. It is commonly used to print models that need to withstand impact, collision, and vibration.
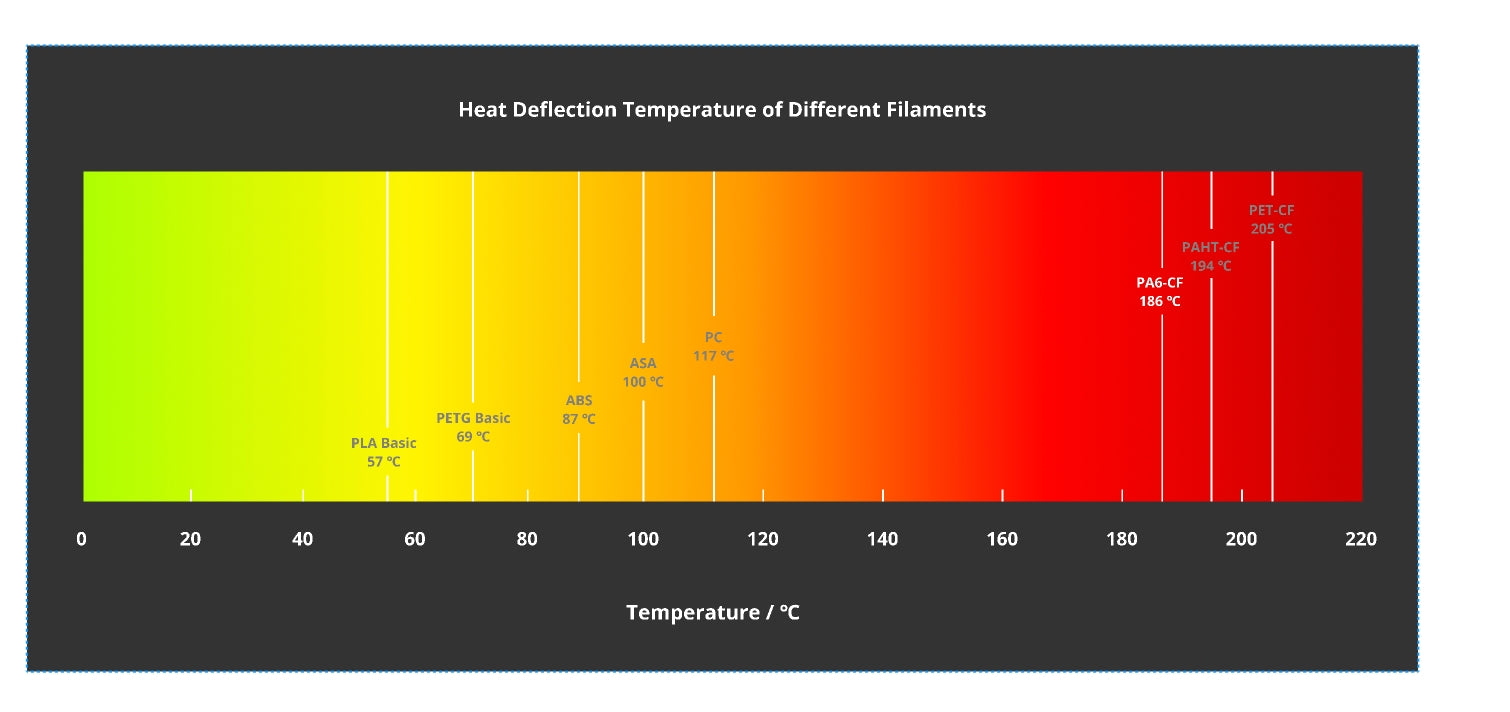
Exceptional Thermal Resistance
| Filament | PLA Basic | PETG Basic | ABS | ASA | PC | PA6-CF | PAHT-CF | PET-CF |
| Heat Deflection Temperature / ℃ (0.45 MPa) | 57 ℃ | 69 ℃ | 87 ℃ | 100 ℃ | 117 ℃ | 186 ℃ | 194 ℃ | 205 ℃ |
Parameters Comparison
| Normal PA6-CF | PA6-CF | PAHT-CF | |
| Composition | Nylon 6, carbon fiber | Nylon 6, carbon fiber | PA12 and other long-chain PA, carbon fiber |
| AMS Compatibility | NO | NO | YES |
| Dry Out Before Use | Required | Required | Required |
| Printing Speed | < 100 mm/s | < 100 mm/s | < 100 mm/s |
| Printer Type | Enclosure | Enclosure | Enclosure |
| Toughness (Impact Strength - XY, dry state) | 35.7 kJ/m² | 40.3 kJ/m² | 57.5 kJ/m² |
| Toughness (Impact Strength - XY, wet state) | 65.4 kJ/m² | 57.2 kJ/m² | 62.3 kJ/m² |
| Strength (Bending Strength - XY, dry state) | 141 MPa | 151 MPa | 125 MPa |
| Strength (Bending Strength - XY, wet state) | 67 MPa | 95 MPa | 115 MPa |
| Layer Strength (Bending Strength - Z, dry state) | 72 MPa | 80 MPa | 61 MPa |
| Layer Strength (Bending Strength - Z, wet state) | 31 MPa | 45 MPa | 49 MPa |
| Stiffness (Bending Modulus - XY, dry state) | 4870 MPa | 5460 MPa | 4230 MPa |
| Stiffness (Bending Modulus - XY, wet state) | 1890 MPa | 3560 MPa | 3640 MPa |
| Layer Adhesion (Impact Strength - Z, dry state) | 11.6 kJ/m² | 15.5 kJ/m² | 13.3 kJ/m² |
| Heat Resistant(HDT, 0.45 MPa) | 177 ℃ | 186 ℃ | 194 ℃ |
| Saturated Water Absorption Rate / % (25 °C,55% RH) | 3.80 | 2.35 | 0.88 |
Accessory Compatibility
| Recommended | Not Recommended | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hotend with Hardened Steel Nozzle (0.6 mm/ 0.4 mm (recommended) / 0.8 mm) | Hotend with Stainless Steel Nozzle (all size) Hotend with Hardened Steel Nozzle (0.2 mm) |
| Glue | Glue Stick Bambu Liquid Glue |
/ |
Recommended Printing Settings |
Physical Properties |
Mechanical Properties |
|||||
| Drying Settings (Blast Drying Oven) | 80 °C,8 -12h | Density | 1.09 g/cm³ | Tensile Strength | 102 ± 7 MPa | ||
| Printing and Keeping Container's Humidity | < 20% RH (Sealed, with Desiccant) | Vicat Softening Temperature | 212 °C | Breaking Elongation Rate | 5.8± 1.6 % | ||
| Nozzle Temperature | 260 - 290 °C | Heat Deflection Temperature | 186 °C | Bending Modulus | 5460 ± 280 MPa | ||
| Bed Temperature (with Glue) | 80-100 °C | Melting Temperature | 223 °C | Bending Strength | 151 ± 8 MPa | ||
| Printing Speed | < 100 mm/s | Melt Index | 6.8 ± 0.6 g/10 min | Impact Strength | 40.3 ± 2.5 kJ/m² | ||

What's in the Box:
 |
 |
 |
|
Filament x1 & Desiccant x1 |
Package x1 |
Filament Label x1 |
SIGN UP
Drop Us A Line
We’re happy to answer any questions you have or provide you with an estimate. Just send us a message in the form below with any questions you may have.
Continue shopping